Welcome to the web of Haomei Aluminum

Aluminum strip rolls for bottle caps
September 2, 2020
An aluminum strip roll for bottle caps are a regular product of Haomei Aluminium. Aluminum bottle caps have a large stretch length, so materials with better elongation rates should be selected, such as 1060, 3104, 3105, 5052, 5182, 8011 and so on. In addition, it has strict requirements for other performance parameters of aluminum strip, including strength and dimensional deviation. This first ensures that the bottle will not crack or crease after processing. Tempers for bottle cap aluminium strips include H14、H16、H18、H19, thickness 0.012mm to 0.5mm, width 100mm to 1600mm, tensile strength 110 to 136σb (MPa) and elongation 3 to 5 δ10 (%).
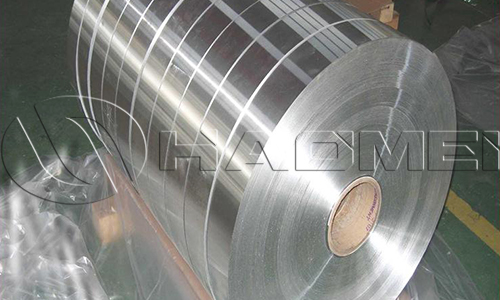
The surface of the aluminum strip of bottle cap material must be flat, without rolling marks, scratches or stains, so as to ensure that the cap is easy to print after it is formed. Haommei is equipped with a long cleaning line and flat shears to ensure that the surface of the product is clean and the ear-making rate is low. Surface treatment methods for aluminum strips of bottle caps include mill finish, anodized, brushing etc.
We follow these steps to realize quality control of bottle cap aluminum strip roll products.
1. Blank: It has strict requirements for plate shape, with a convexity of 0.2-0.8% and a longitudinal thickness difference of not more than 0.1m. The surface is not allowed to have defects such as cracks, bubbles, through pores, corrosion, peeling, periodic marks, aluminum sticking, light and dark stripes, etc.
2. The rolling process is very strict in the cleaning of billets and the treatment of unqualified raw materials. The oil temperature of the process lubricant and the light transmittance of the press must meet the requirements. The tolerances of rough rolling and fine rolling are strictly controlled, and the surface quality is checked at least once every 3 coils in the middle pass. The surface quality of the finished product is checked every roll. After the rolled product passes, samples (horizontal, longitudinal, and 45 degree directions) are sent to the laboratory to check the tensile strength, yield strength, elongation, and test ear-making rate.
3. Clean the rolling machine carefully with special roller cleaning gauze and industrial alcohol before stretching and bending, until the relevant parts of the machine are completely clean. Unwinding tension is strictly controlled.
4. The main operator and quality inspector shall check the dimensional tolerance, surface quality, trimming quality and end face quality at any time.
Maybe you like also
Copyright©2021 Haomei Aluminum Coil. All Rights Reserved. | Sitemap
 Nydia
Nydia
 Sales Manager
Sales Manager